

 English
English 中文简体
中文简体 русский
русский عربى
عربىآلة تشكيل العارضة العلوية لمنزل الحاويات المسطحة
تم تصميم آلة تشكيل العارضة العلوية لمنزل الحاوية المسطحة خصيصًا لإنتاج هيكل سقف الحاوية المسطحة. من خلال التدحرج عالي الدقة والتحكم الذكي، فإنه يحق...
انظر التفاصيلمجموعة لفات العنقود
عملية
تعتبر عملية التشكيل بالدلفنة واحدة من أبسط عمليات التصنيع. يبدأ عادةً بملف كبير من الصفائح المعدنية، يتراوح عرضه بين 1 بوصة (2.5 سم) و20 بوصة (51 سم). وسمكها 0.004 بوصة (0.10 ملم) و0.125 بوصة (3.2 ملم)، مدعومة على أداة فك اللف. يتم تغذية الشريط من خلال دليل الدخول لمحاذاة المادة بشكل صحيح أثناء مرورها عبر بكرات المطحنة، وتشكل كل مجموعة من اللفات انحناءًا حتى تصل المادة إلى الشكل المطلوب. عادةً ما يتم تركيب مجموعات اللف واحدة فوق الأخرى على زوج من الأعمدة المتوازية الأفقية المدعومة بحامل (حاملات). يمكن أيضًا استخدام اللفات الجانبية واللفات العنقودية لتوفير قدر أكبر من الدقة والمرونة والحد من الضغوط على المادة. يمكن قطع الشرائط المشكلة حسب الطول قبل مطحنة تشكيل اللف، أو بين المطاحن، أو في نهاية خط تشكيل اللف.

الإمكانيات الهندسية
يمكن أن تكون الاحتمالات الهندسية واسعة جدًا، بل وتشمل أشكالًا مغلقة طالما أن المقطع العرضي موحد. تتراوح سماكة الصفائح النموذجية من 0.004 بوصة (0.10 مم) إلى 0.125 بوصة (3.2 مم)، لكنها يمكن أن تتجاوز ذلك. الطول لا يتأثر تقريبًا بعملية التدحرج. عادةً لا يقل عرض الأجزاء عن 1 بوصة (2.5 سم)، ولكن يمكن أن يتجاوز 20 بوصة (51 سم). القيد الأساسي هو عمق المظهر الجانبي، والذي يقتصر عمومًا على أقل من 4 بوصات (10 سم) ونادرًا ما يزيد عن 6 بوصات (15 سم) بسبب الضغوط المنقولة باللف وفروق سرعة السطح التي تزداد مع العمق.
يمكن عادةً الاحتفاظ بالتسامحات في حدود ±0.015 بوصة (0.38 مم) لعرض المقطع العرضي، و±0.060 بوصة (1.5 مم) لعمقه. [3]

معدلات الإنتاج
يعتمد معدل الإنتاج بشكل كبير على سمك المادة ونصف قطر الانحناء؛ ومع ذلك، فإنه يتأثر أيضًا بعدد المحطات أو الخطوات المطلوبة. بالنسبة لنصف قطر الانحناء الذي يبلغ 50 ضعف سمك مادة الفولاذ منخفض الكربون بسمك 0.7 بوصة (18 مم) يمكن أن يتراوح من 85 قدمًا في الدقيقة (26 مترًا في الدقيقة) عبر ثماني محطات إلى 55 قدمًا في الدقيقة (17 مترًا في الدقيقة) عبر 12 محطة أو 50 قدمًا في الدقيقة (15 مترًا في الدقيقة) عبر 22 محطة.
يمكن تمثيل الوقت اللازم لتشكيل منتج واحد بواسطة دالة بسيطة: t = (L n⋅d) / V، حيث L هو طول القطعة التي يتم تشكيلها، وn هو عدد حوامل التشكيل، وd هي المسافة بين الحوامل، وV هي سرعة الشريط عبر اللفات.
بشكل عام، يمكن أن تتراوح سرعة خطوط تشكيل اللفة من 5 إلى 500 قدم في الدقيقة (1.5 إلى 152.4 متر/دقيقة) أو أعلى، اعتمادًا على التطبيق. في بعض الحالات يكون العامل المحدد هو تطبيقات التثقيب أو القطع.

اعتبارات أخرى
عند التعامل مع التصنيع، فإن الأشياء التي يجب مراعاتها هي، على سبيل المثال، التشحيم، وتأثير العملية على خصائص المواد، والتكلفة، وبالطبع السلامة.
يوفر التشحيم حاجزًا أساسيًا بين قوالب اللف وسطح قطعة العمل. فهو يساعد على تقليل تآكل الأداة ويسمح للأشياء بالتحرك بشكل أسرع. يوضح هذا الجدول الأنواع المختلفة لمواد التشحيم وتطبيقاتها والمعادن المثالية لاستخدامها عليها.
| مواد العمل | زيوت التشحيم الملفوفة | تطبيق |
| غير حديدية | الزيوت أو الشمع المكلور، الزيوت المعدنية | رذاذ، بكرة مسح |
| حديدية | الزيوت القابلة للذوبان في الماء | المسح، التنقيط، الرش |
| الفولاذ المقاوم للصدأ | الزيوت أو الشمع المكلورة | بكرة المسح |
| الأسطح المصقولة | فيلم بلاستيكي | التقويم، التغطية، الرش |
| المواد المطلية مسبقًا | فيلم أو هواء قسري |
|
إن تأثيرات هذه العملية على خصائص المادة ضئيلة.[ التوضيح مطلوب ] الخصائص الفيزيائية والكيميائية لا تتغير تقريبًا، ولكن العملية قد تسبب تصلب العمل، شقوق صغيرة ، أو التخفيف عند الانحناءات عند مناقشة الخواص الميكانيكية للمادة.
تعتبر تكلفة تشكيل اللفة منخفضة نسبيًا. عند حساب تكلفة العملية، يجب مراعاة أشياء مثل وقت الإعداد، وتكاليف المعدات والأدوات، ووقت التحميل/التفريغ، ومعدل العمالة المباشرة، ومعدل النفقات العامة، واستهلاك المعدات والأدوات.
السلامة أيضًا تشكل مشكلة إلى حد ما في هذه العملية. المخاطر الرئيسية التي يجب أخذها في الاعتبار هي التعامل مع قطع العمل المتحركة (حتى 800 قدم في الدقيقة (240 م/دقيقة))، أو لفات الضغط العالي، أو الحواف المعدنية الحادة والمقطوعة

تم تصميم آلة تشكيل العارضة العلوية لمنزل الحاوية المسطحة خصيصًا لإنتاج هيكل سقف الحاوية المسطحة. من خلال التدحرج عالي الدقة والتحكم الذكي، فإنه يحق...
انظر التفاصيل
آلة تشكيل عمود حاوية المنزل المسطحة هي خط إنتاج آلي لتشكيل الأسطوانة الباردة مصمم خصيصًا للشكل المقطعي لأعمدة حاوية المنزل المسطحة. يتم استخدامه في...
انظر التفاصيل
بيت الحاويات القابل للفصل: يشير إلى حاوية خاصة أو وحدة بناء معيارية. ويتميز بقدرته على التجميع أو التفكيك أو الطي أو التكديس بسرعة، مما يحسن بشكل ك...
انظر التفاصيل
عارضة بيت الحاوية القابلة للفصل هي العضو الهيكلي الحامل الرئيسي لبيت الحاوية القابل للفصل (منزل معياري من نوع الحاوية، صندوق معدات، مبنى مؤقت، وما ...
انظر التفاصيل
آلة تشكيل لفائف الفولاذية على شكل حرف C الأوتوماتيكية بالكامل من النوع 80-300 هي معدات إنتاج آلية عالية الأداء مصممة لتلبية طلب صناعة البناء على الإنت...
انظر التفاصيل
آلة تشكيل لفة بورلين من النوع 80-300 C/U هي آلة آلية مصممة خصيصًا للإنتاج المستمر للمدادات على شكل C وU لهياكل البناء. إنها تستخدم تقنية التشكيل باللف...
انظر التفاصيل
آلة تشكيل البورلين CZ هي آلة صناعية مؤتمتة للغاية مصممة خصيصًا للإنتاج الفعال والمستمر للمدادات ذات القسم C/Z. يتم استخدامه على نطاق واسع في بناء الهي...
انظر التفاصيل
آلة تشكيل اللف 686 IBR هي آلة معالجة الصفائح المعدنية مصممة خصيصًا للإنتاج المستمر لألواح السقف/الجدران 686 IBR. إنه خط إنتاج آلي مصمم لدحرجة الملف...
انظر التفاصيل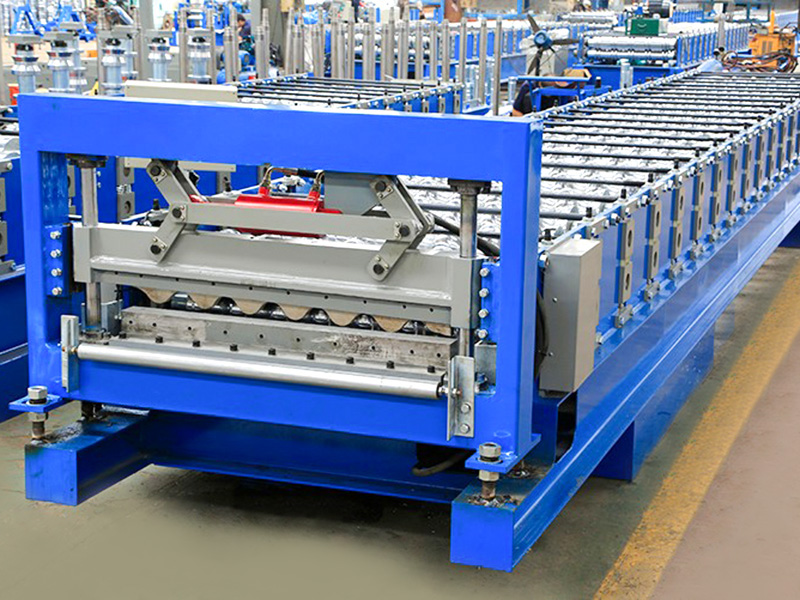
تحقق الصفائح المموجة YX36.5-780، بارتفاعها المموج المعتدل وعرضها الفعال، توازنًا ممتازًا بين القوة وفعالية التكلفة وسهولة البناء، مما يجعلها قابلة ...
انظر التفاصيل
بالمقارنة مع آلة تشكيل لفات صفائح التسقيف أحادية الطبقة، تم تصميم آلة تشكيل لفات الطبقة المزدوجة لإنتاج نوعين مختلفين من الصفائح المعدنية، والتي يم...
انظر التفاصيل
حقوق النشر ©Jiangyin Hailong Machinery Factory جميع الحقوق محفوظة
