English
English 中文简体
中文简体 русский
русский عربى
عربى







سير العمل الرئيسي:
فك اللف: يتم وضع الملف الفولاذي على أداة فك اللف، ويتم فتحه وتسويته تلقائيًا.
التغذية الموجهة: يتم توجيه الشريط إلى آلة التشكيل الرئيسية.
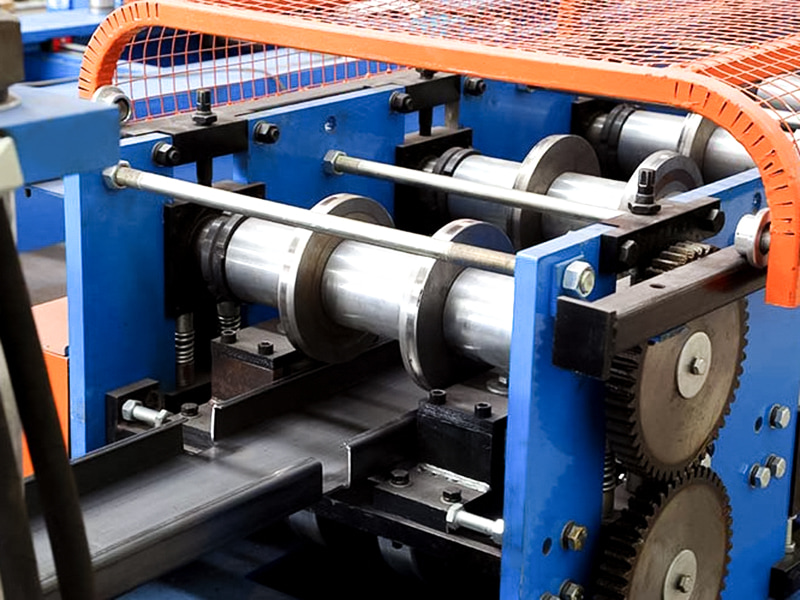
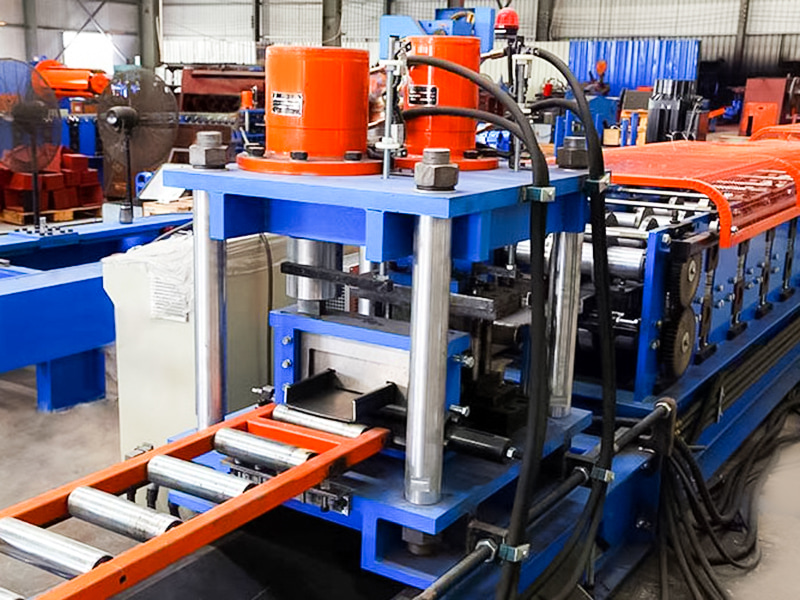
تشكيل الأسطوانة: يمر الشريط عبر مجموعات متعددة (عادة ما تكون أكثر من اثني عشر إلى أكثر من عشرين) من محطات تشكيل الأسطوانة بالتتابع. تطبق كل بكرة قوة ثني دقيقة على الشريط، وتغير شكله تدريجيًا من لوحة مسطحة إلى القسم النهائي على شكل حرف C.
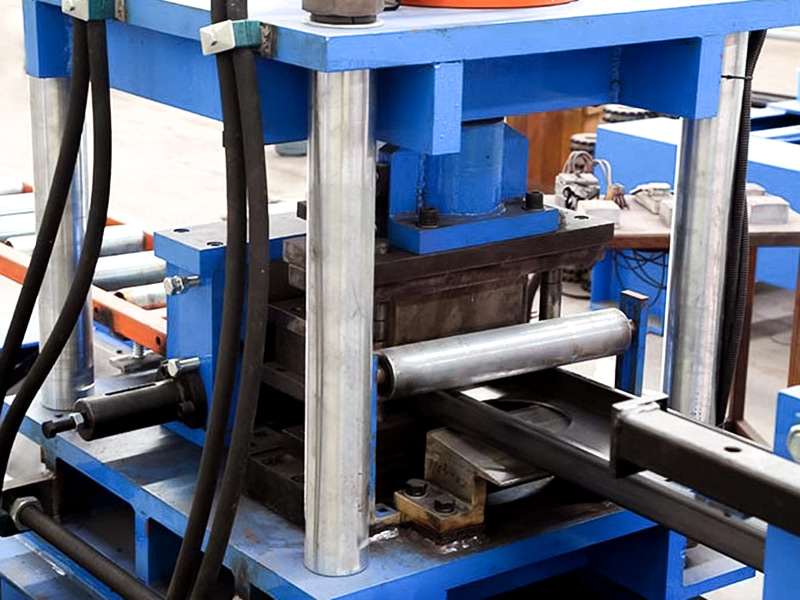
التثقيب/الختم عبر الإنترنت (اختياري): تدمج بعض النماذج وحدات التثقيب أثناء التشكيل أو بعده، والتي يمكنها تلقائيًا ثقب فتحات التوصيل أو العلامات الأخرى على الويب أو حافة التجعيد.
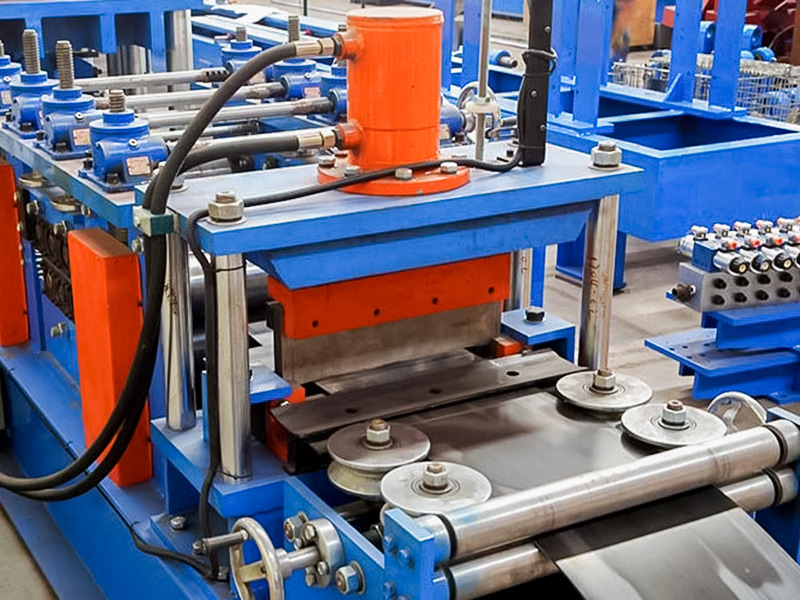
قياس الطول والقطع: يمر الفولاذ المستمر على شكل حرف C، بعد التشكيل، عبر جهاز القياس (المشفر). عند الوصول إلى الطول المحدد مسبقًا، يتم تنشيط جهاز القطع عالي السرعة (عادةً منشار طائر أو قص تثقيب هيدروليكي) ويقطع على الفور دون مقاطعة التشغيل المستمر لمضيف التشكيل.
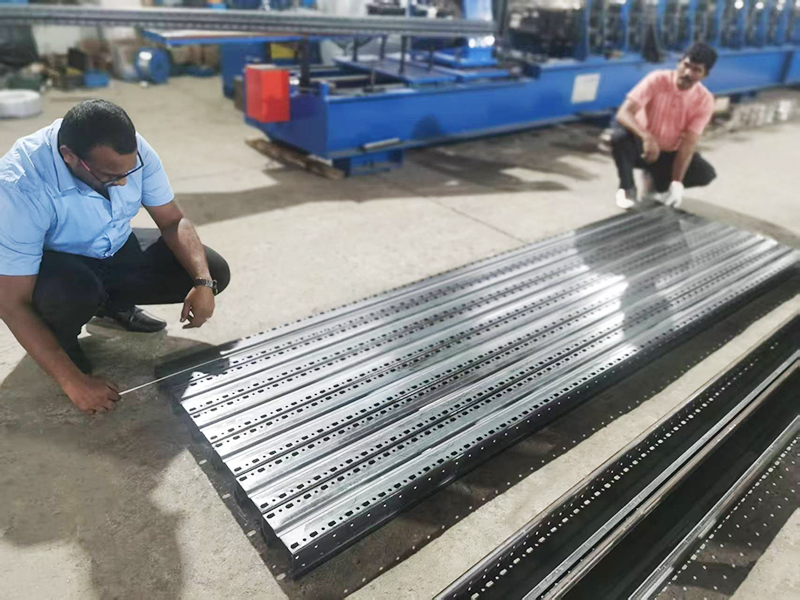
التفريغ والتكديس: يتم نقل العمود C المفرد المقطوع خارج المضيف ويتم جمعه ومحاذاته وتكديسه تلقائيًا في حزم بواسطة نظام التكديس.
نظام التحكم: يتحكم PLC وHMI (واجهة الإنسان والآلة) في العملية برمتها، ومراقبة حالة المعدات، وتخزين بيانات الإنتاج، وتعيين وتبديل معلمات الإنتاج للمنتجات ذات المواصفات المختلفة.
التطبيقات والمزايا الرئيسية:
التطبيق: يستخدم بشكل رئيسي في صناعة تشييد الهياكل الفولاذية، وإنتاج مدادات الأسطح والجدران للمباني مثل المصانع والمستودعات وصالات الألعاب الرياضية ومحلات السوبر ماركت، وما إلى ذلك.
المزايا:
كفاءة عالية: إنتاج مستمر أوتوماتيكي بالكامل، يمكن أن تصل السرعة إلى أكثر من عشرة أمتار إلى عشرات الأمتار في الدقيقة، ويكون الإنتاج أعلى بكثير من معدات الختم أحادية القطعة أو المعدات شبه الأوتوماتيكية.
دقة عالية: حجم القالب دقيق وتناسق المنتج جيد.
توفير المواد: الإنتاج المستمر يقلل من فقدان المواد رأسًا وذيلًا.
توفير العمالة: درجة عالية من الأتمتة ومتطلبات أقل للمشغل.
المرونة: يمكن للآلة إنتاج مجموعة متنوعة من مواصفات المدادة على شكل حرف C بارتفاعات مختلفة (ضمن نطاق 80-300 مم)، وسمك مختلف، وأحجام تجعيد مختلفة عن طريق استبدال البكرات وضبط المعلمات.
انخفاض التكاليف: كفاءة الإنتاج الإجمالية عالية وتكلفة إنتاج الوحدة منخفضة بشكل كبير.
| المعايير الفنية | ||
| عنصر | معلمة | ملاحظة |
| قاعدة الآلة | المعيار الوطني رقم 40 I-Beam Steel | هيكل اللحام الشامل |
| مادة الأسطوانة | Cr12Mo1V1 | تصلب الفراغ |
| العمود الرئيسي | φ90,40Cr | التصلب والتلطيف |
| تشكيل المجموعات | 20 | |
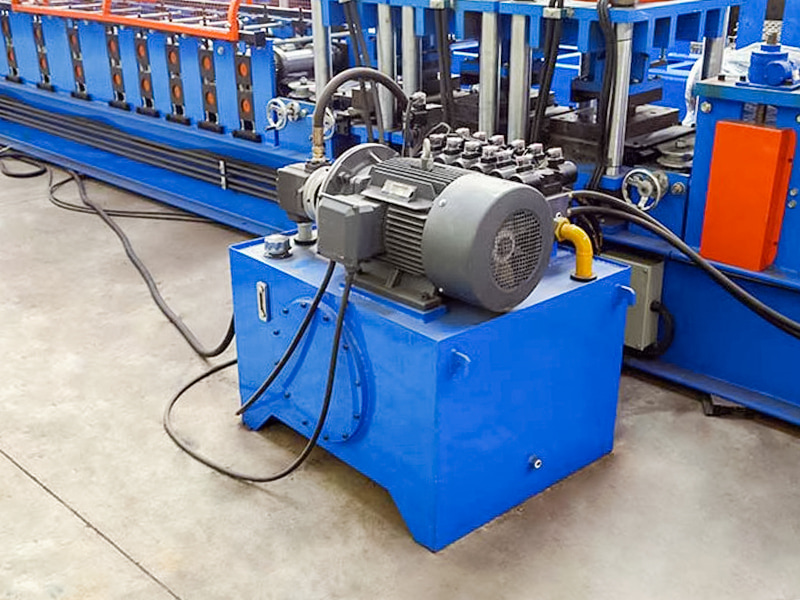
| قوة المحرك الرئيسي | 25 كيلو واط، Invt | |
| صندوق تروس القيادة الرئيسي | K107 (صندوق التروس الحلزوني K107) | |
| طريقة القيادة | محرك سلسلة مزدوجة مقاس 1.2 بوصة | |
| وضع القطع | القطع الهيدروليكي | قوة محرك المحطة الهيدروليكية 11 كيلو وات |
| وضع اللكم | اللكم الهيدروليكي | |
| غير ملفوف | تحميل 5 طن، مع منصة التحميل | قوة محرك المحطة الهيدروليكية 2.2 كيلو وات |
| نظام التحكم | شركة سيمنز/شنايدر المحدودة | |
| النظام الهيدروليكي | ماركة بيجين هوادي | |
| الطول الإجمالي لخط الإنتاج | حوالي 25 مترا | |
| وزن المعدات | حوالي 12 طن | |
| سمك المادة الخام | 3.0 ملم | لفائف مجلفنة Q235 |
| عرض المواد الخام | 175 ملم~480 ملم | |
| سرعة الإنتاج | 25~30م/دقيقة | |