English
English 中文简体
中文简体 русский
русский عربى
عربى





المزايا الرئيسية للمعدات:
كفاءة إنتاج عالية للغاية: يمكن للآلة أن تعمل على مدار الساعة طوال أيام الأسبوع بسرعة عالية، وتنتج عشرات الأمتار من المقاطع في الدقيقة، وهو ما يتجاوز بكثير عمليات القطع واللحام والختم التقليدية.
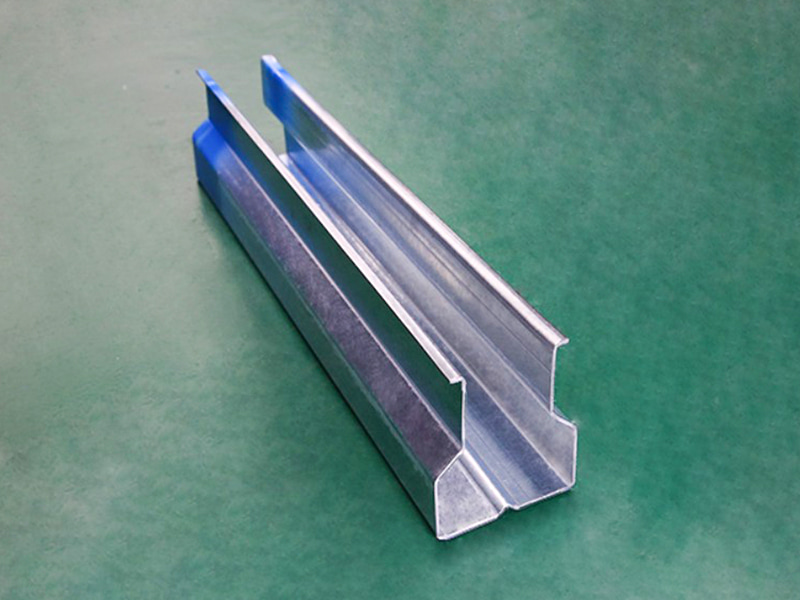
قوة ممتازة للمادة: يعمل تأثير التصلب بالعمل البارد لعملية الانحناء البارد على زيادة قوة خضوع المادة، مما يجعل المكونات المشكلة أقوى وأكثر متانة من الصفائح المعدنية الأصلية.
الاستخدام العالي للمواد: صفر نفايات تقريبًا. يتم لف الملفات وتشكيلها بشكل مستمر، مع حدوث الخسارة النهائية في القطع حسب الطول فقط، مما يقلل بشكل كبير من التكلفة الإجمالية للعملية.
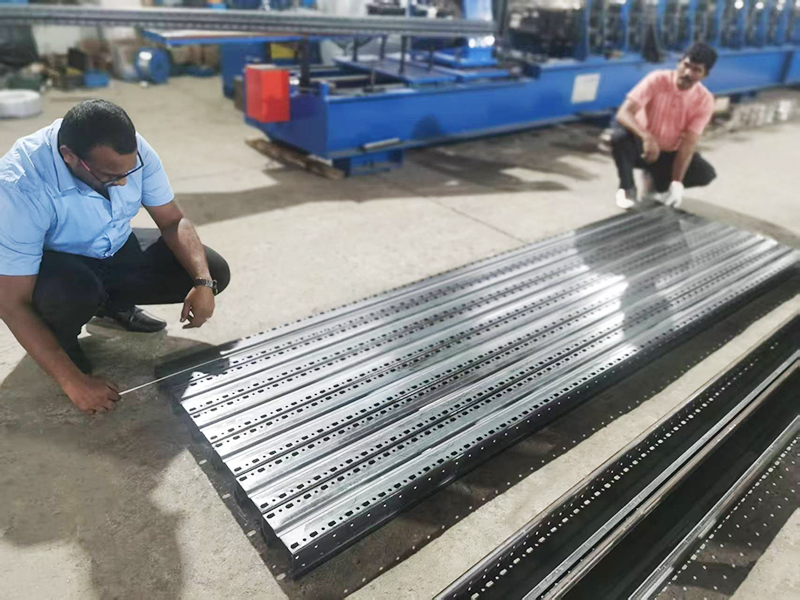
دقة المنتج واتساقه: تضمن البكرات الدقيقة وأنظمة CNC أن كل منتج له أبعاد وشكل وموضع ثقب متسق للغاية. يعد هذا أمرًا بالغ الأهمية لأنظمة الرفوف القياسية التي تتطلب تجميعًا سريعًا وآمنًا.
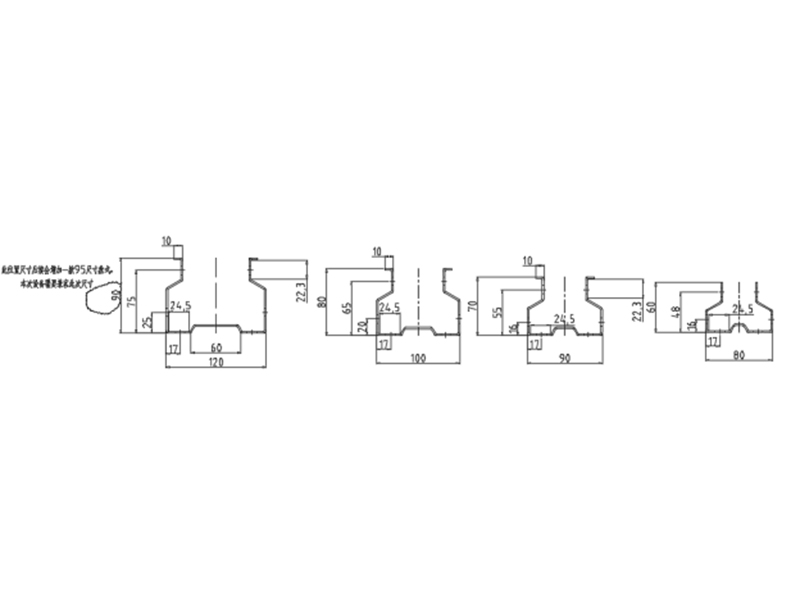
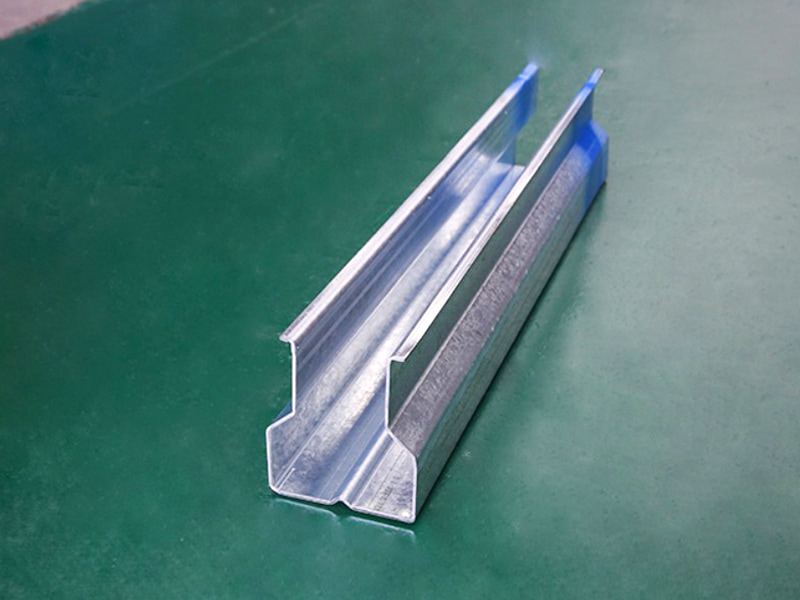
قدرة تشكيل المقطع العرضي المعقد: يمكن تشكيل المقاطع العرضية المعقدة والمغلقة، والتي لا يمكن تحقيقها باستخدام مكابح الضغط التقليدية، في تمريرة واحدة. توفر هذه المقاطع العرضية نسبة مثالية للقوة إلى الوزن.
مؤتمتة للغاية: يدمج خط الإنتاج بأكمله عمليات فك اللف والتسوية والتشكيل والتثقيب والقطع واللف، مما يتطلب مشغلًا واحدًا أو اثنين فقط، مما يقلل بشكل كبير من تكاليف العمالة.
مكونات المعدات:
جهاز فك الملفات وتسويتها: يحمل الملفات ويسويها، مما يضمن سطحًا مستويًا عند دخول الجهاز الرئيسي.
جهاز التوجيه والتغذية: يقوم بتغذية المادة بدقة في المجموعة الأولى من الأسطوانات.
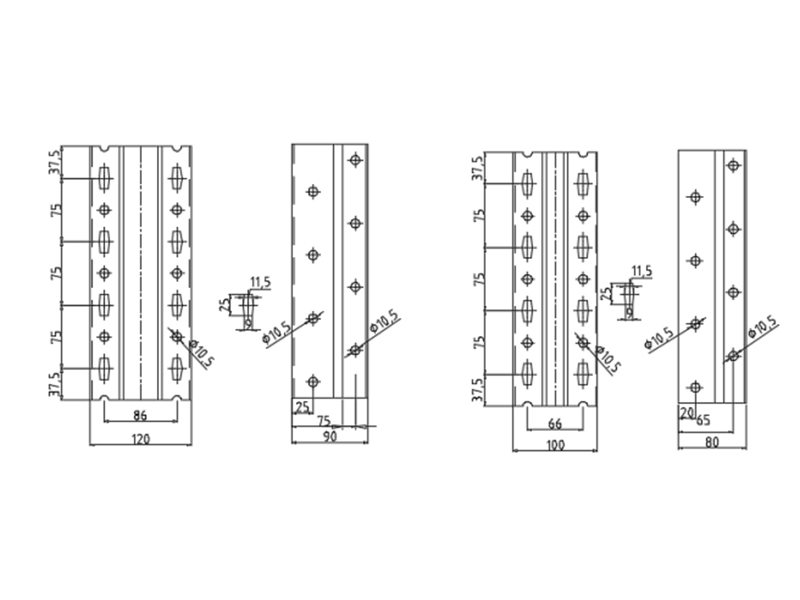
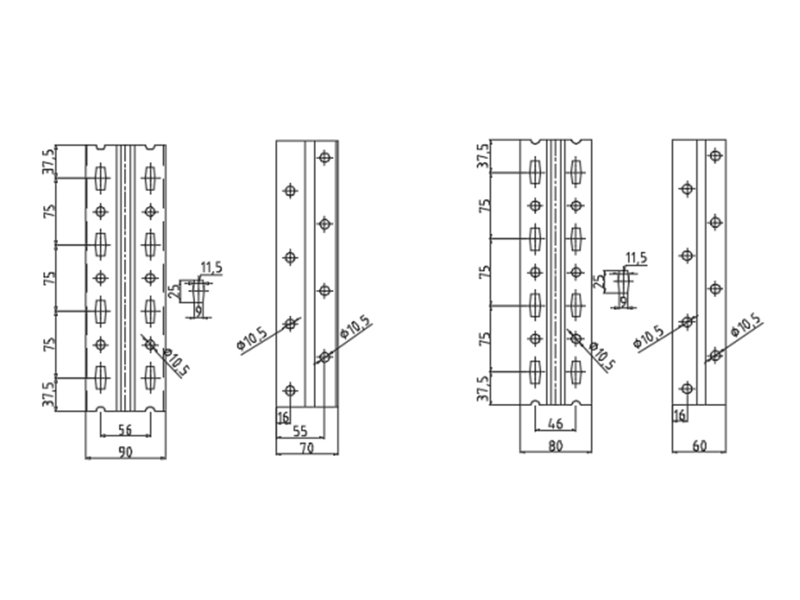
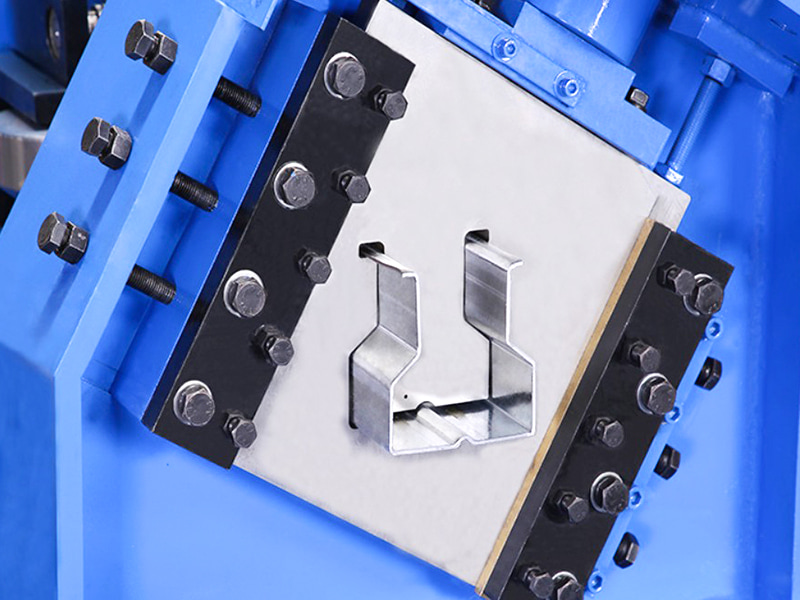
نظام التثقيب عبر الإنترنت (الوحدة الوظيفية الأساسية): عادةً ما يكون نظامًا هيدروليكيًا مؤازرًا عالي الدقة أو آلية تثقيب ذبابة ميكانيكية، قادرة على تقديم تثقيب فوري عالي الضغط.
نظام التحكم المتزامن في التثقيب: يضمن نظام التحكم PLC حركة دقيقة ومتزامنة لللكمات أثناء تحرك المادة، وإكمال التثقيب على الفور والتراجع بسرعة دون تعطيل التدفق المستمر للمادة. كما أنه يتحكم في المسافة (خطوة الثقب) بين اللكمات.
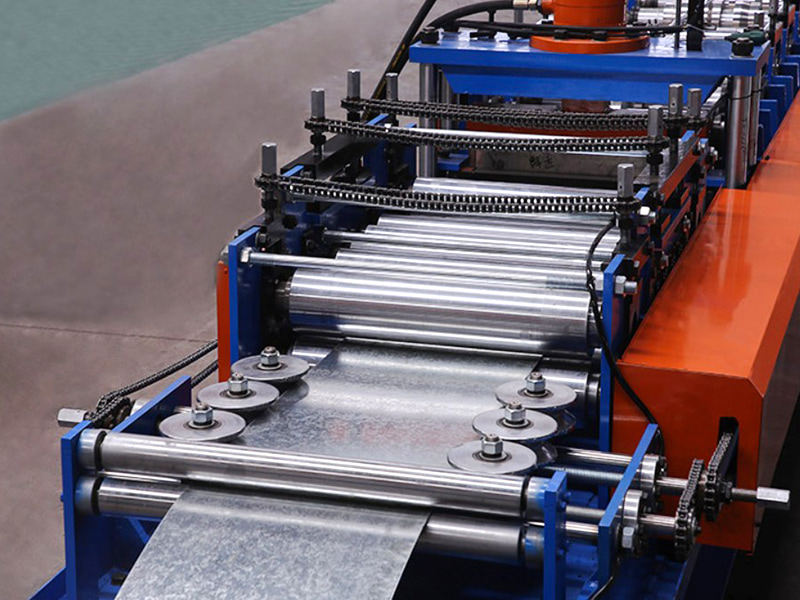
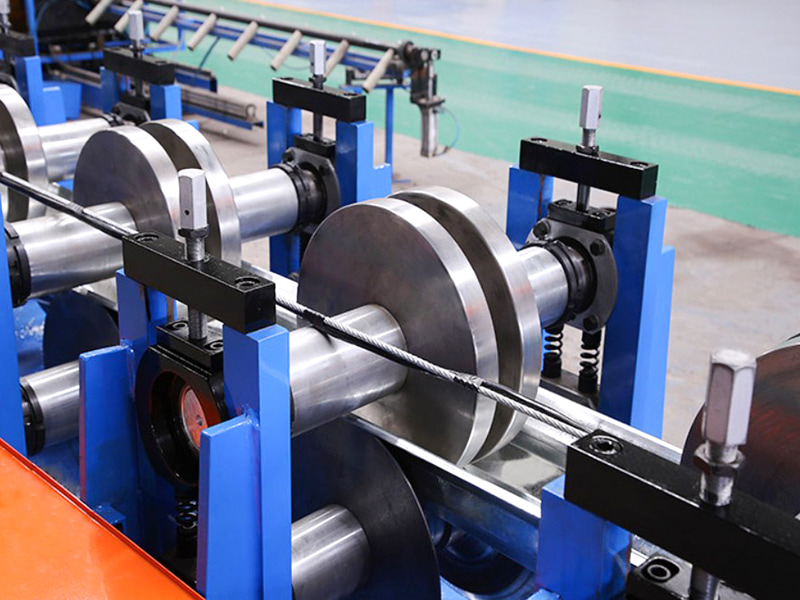
آلة تشكيل اللفة الباردة: تتكون من أزواج متعددة (عادة 16-24 أو أكثر) من بكرات الفولاذ المصممة بدقة، تقوم هذه الآلات بثني الشريط المسطح تدريجيًا إلى المقطع العرضي النهائي للعمود.
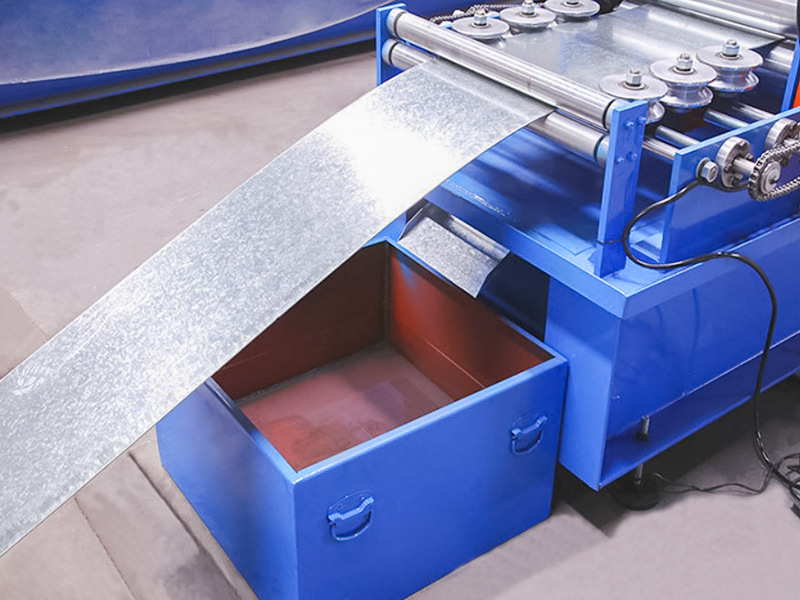
نظام القطع (المنشار الطائر أو القطع الهيدروليكي): يقطع الأعمدة المشكلة بشكل مستمر إلى الطول المطلوب دون إيقاف المادة.
طاولة الاستلام: استلام وتنظيم المنتجات النهائية.
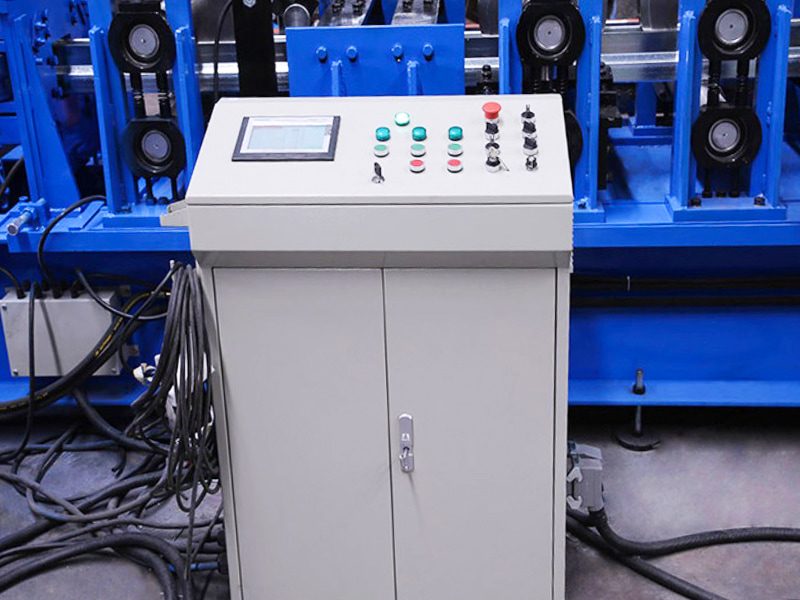
نظام التحكم الإلكتروني CNC: يستخدم المشغل شاشة تعمل باللمس لتعيين جميع المعلمات (مثل بيانات الأسطوانة المقابلة للمقطع العرضي، وخطوة الفتحة، وطول القطع، وسرعة الإنتاج، وما إلى ذلك) ومراقبة عملية الإنتاج بأكملها.
| المعايير الفنية | ||
| عنصر | معلمة | ملاحظة |
| قاعدة الآلة | المعيار الوطني رقم 40 I-Beam Steel | هيكل اللحام الشامل |
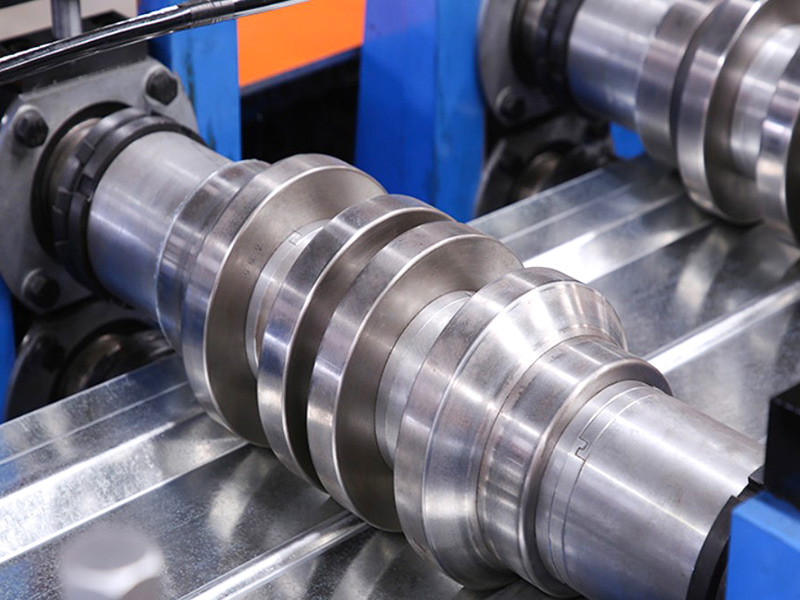
| مادة الأسطوانة | كروم 12 موف | تصلب الفراغ |
| العمود الرئيسي | φ70/95,40Cr | التصلب والتلطيف |
| تشكيل المجموعات | 24 | |
| قوة المحرك الرئيسي | 30 كيلو واط، سلسلة K | |
| صندوق تروس القيادة الرئيسي | X180 (صندوق التروس الحلزوني X180) | |
| وضع القطع | قطع هيدروليكي لتتبع السيرفو | قوة محرك المحطة الهيدروليكية 11 كيلو وات |
| وضع اللكم | آلة التثقيب | |
| غير ملفوف | تحميل 10 طن، مع منصة التحميل | قوة محرك المحطة الهيدروليكية 5.5 كيلو وات |
| نظام التحكم | شركة سيمنز/شنايدر المحدودة | |
| النظام الهيدروليكي | ماركة بيجين هوادي | |
| الطول الإجمالي لخط الإنتاج | حوالي 38 مترا | |
| وزن المعدات | حوالي 15 طن | |
| سمك المادة الخام | 2.0-3.0 ملم | لفائف مجلفنة Q235 |
| سرعة الإنتاج | 15~20م/دقيقة | |