English
English 中文简体
中文简体 русский
русский عربى
عربى







الوظائف الأساسية والميزات التقنية:
1) هيكل تحمل الأحمال عالي القوة
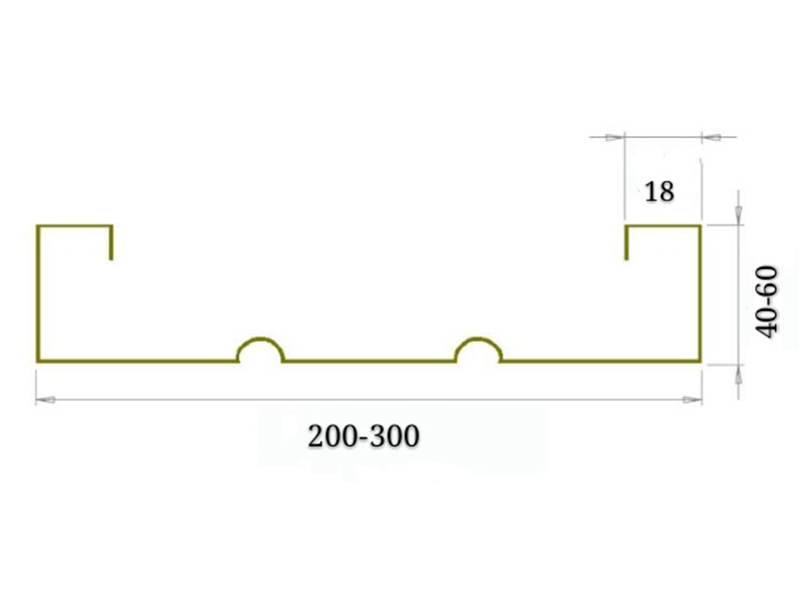
أضلاع التسليح الطولية: 3-5 أضلاع شبه منحرفة تزيد من قوة الانحناء (سعة الحمولة ≥ 1 طن/㎡).
حواف النهاية على شكل حرف U: تمنع الجروح على العمال وتعزز صلابة الحافة.
تصميم مضاد للانزلاق: يتميز السطح بحواف مضادة للانزلاق على شكل ماسة أو دائرية (ارتفاع ≥ 1.2 مم)، مع معامل احتكاك > 0.5.
2) الإنتاج المستمر الفعال
تتراوح سرعات الخطوط من 20 إلى 40 مترًا في الدقيقة، مع قدرة آلة واحدة على إنتاج أكثر من 3000 متر مربع من الفولاذ يوميًا (أي ما يعادل استبدال 6000 قطعة من الخشب).
يسمح القطع التلقائي حسب الطول بأطوال مخصصة من 1.0 متر إلى 3.0 متر، بدقة ±1 مم.
3) التوافق مع التآكل
يتم طلاء الركيزة مسبقًا باستخدام برايمر إيبوكسي أو مجلفن بالغمس الساخن (طلاء الزنك ≥ 60 ميكرومتر)، مما يضمن عدم تلف الطلاء أثناء عملية التشكيل.
توفر وحدة الرش الاختيارية عبر الإنترنت حماية مزدوجة الجوانب من التآكل (مناسبة للبيئات الرطبة والحمضية والقلوية).
مكونات المعدات الأساسية:
جهاز فك اللفائف عالي التحمل: سعة لملفات فولاذية تتراوح من 5 إلى 8 أطنان، وتمدد الملف الهيدروليكي والتمركز التلقائي، مع التحكم في الشد لمنع التشوه.
أداة تسوية ذات تسع بكرات: تزيل ضغط الملف الداخلي وتضمن تسطيح الركيزة (≤ 2 مم/م).
وحدة التثقيب/الحز: تقوم في نفس الوقت بثقب فتحات التوصيل (للربط والتثبيت) وفتحات الصرف (لمنع تراكم المياه)، بدقة تباعد بين الفتحات تبلغ ±0.5 مم.
نظام تشكيل النمط المضاد للانزلاق (الوحدة الأساسية): يستخدم اللكمات الهيدروليكية أو النقش الأسطواني، مع ردود فعل الضغط في الوقت الحقيقي للتحكم في اتساق عمق النمط.
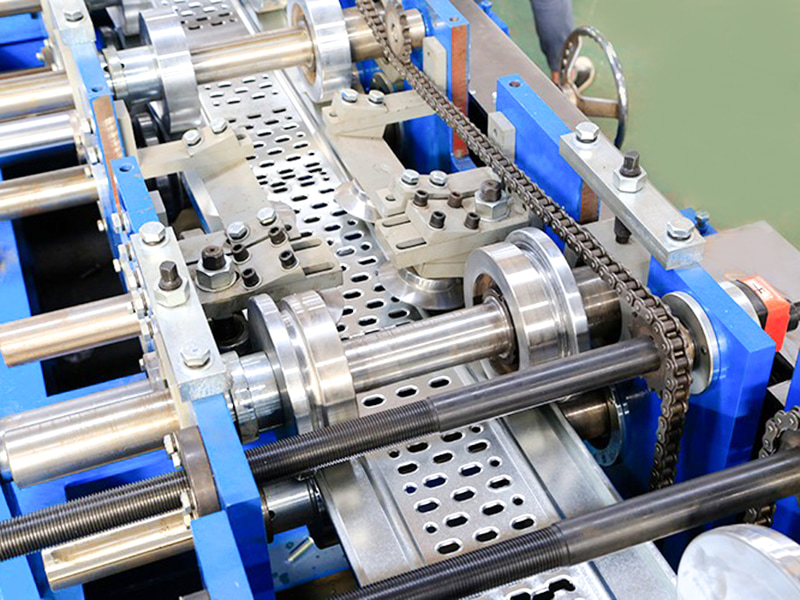
آلة تشكيل أضلاع التسليح: 12-18 مجموعة من البكرات تضغط تدريجياً على أضلاع التسليح الطولية. تتكون الأسطوانات من مادة Cr12MoV المقاومة للتآكل (HRC 58-62).
آلة ربط الحافة النهائية: تقوم آلية الثني بلف أطراف اللوحة 180° حول شريط فولاذي (نفس سمك لوحة القاعدة)، مما يزيل مخاطر النتوءات.
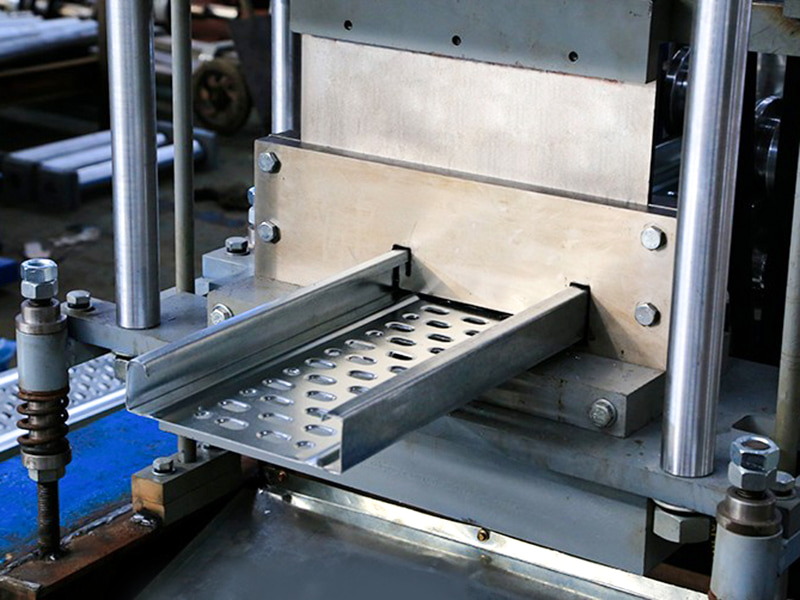
نظام القطع الهيدروليكي حسب الطول: تقوم الأسطوانات المزدوجة بمزامنة القطع للحصول على قطع سلسة وخالية من التشوهات (بدون نتوءات أو وميض).
نظام التكديس التلقائي: يتم إجراء التكديس الطبقي بواسطة أكواب شفط هوائية أو ذراع آلية، مع ارتفاع تكديس قابل للتعديل (عادة 1.2 متر).
شاشة اللمس للتحكم الذكي PLC: إعدادات المعلمات (الطول/الكمية/نمط منع الانزلاق)، والتشخيص الذاتي للأخطاء، وإحصائيات الإنتاج التلقائية.
| المعايير الفنية | ||
| عنصر | معلمة | ملاحظة |
| قاعدة الآلة | المعيار الوطني رقم 40 I-Beam Steel | هيكل اللحام الشامل |
| مادة الأسطوانة | فولاذ Cr12MoV | تصلب الفراغ |
| العمود الرئيسي | φ90,40Cr | التصلب والتلطيف |
| تشكيل المجموعات | 18 | |
| قوة المحرك الرئيسي | 18.5 كيلو واط، سلسلة K | |
| صندوق تروس القيادة الرئيسي | السلسلة والعتاد | |
| وضع القطع | القطع الهيدروليكي | قوة محرك المحطة الهيدروليكية 7.5 كيلو وات |
| وضع اللكم | آلة التثقيب | |
| غير ملفوف | تحميل 10 طن، مع منصة التحميل | قوة محرك المحطة الهيدروليكية 5.5 كيلو وات |
| نظام التحكم | شركة سيمنز/شنايدر المحدودة | |
| النظام الهيدروليكي | ماركة بيجين هوادي | |
| الطول الإجمالي لخط الإنتاج | حوالي 40 مترا | |
| وزن المعدات | حوالي 12 طن | |
| سمك المادة الخام | 1.5-2.5 ملم | لفائف مجلفنة Q235 |
| سرعة الإنتاج | تقريبًا. 18 م/دقيقة | |